Lepení povrchů a polí z různých materiálů je nedílnou součástí práce na každé stavbě. Každý ví o takových „konektorech“, jako jsou hřebíky, lepidlo, sponky nebo cementová malta. Dokážete bez váhání pojmenovat předmět, který dokáže bezpečně spojit dva kusy kovu k sobě? Je to tak – jedná se o elektrody pro svařování ocelí a slitin. Na první pohled se zdají být jednoduchým spotřebním materiálem, který nevyžaduje zvláštní pozornost. Bohužel, v tomto případě je logika “Vezměte si jakékoli, všechny jsou stejné!” nebude fungovat, protože svařování je kritický proces, ke kterému nelze přistoupit bez řádné přípravy. Jak vybrat vhodnou úpravu bez ztráty času a úsilí? Stačí se obrátit na náš nový článek – redakce Homius se totiž dnes se svými čtenáři podělí o teoretické poznatky o svařovacích elektrodách a také o složitosti jejich výběru. Pokud vážně přemýšlíte o zvládnutí svařovacích dovedností, pečlivě si prostudujte navrhovaný materiál.

- Technické vlastnosti: konstrukce a princip fungování
- Druhy elektrod pro svařování kovů a slitin podle různých charakteristik
- Klasifikace podle typu tavení
- Klasifikace podle typu nátěru
- Klasifikace podle průměru elektrody
- Klasifikace podle polohy v prostoru
- Dekódování značek na elektrodách – co skrývají tajemné abecední a digitální kódy
- Konvenční označení svařovacích elektrod podle GOST
- Schéma struktury konvenčního značení elektrod
Technické vlastnosti: konstrukce a princip fungování
Myslíme si, že většina z vás alespoň jednou v životě viděla elektrodu. Ano, z hlediska designu má hrdina naší recenze velmi jednoduchý vzhled – prut s malou úzkou základnou a širší hlavní částí. Ve skutečnosti je v tomto případě na místě výrok: „Všechno důmyslné je jednoduché.“ Hlavní tenká část, nazývaná jádro, je vyrobena z určitého typu oceli nebo slitiny. Zahuštění, které obaluje jádro, se nazývá povlak a může mít různé složení, které ovlivňuje rozsah použití elektrody.

Z hlediska svařovací techniky se vše děje následovně:
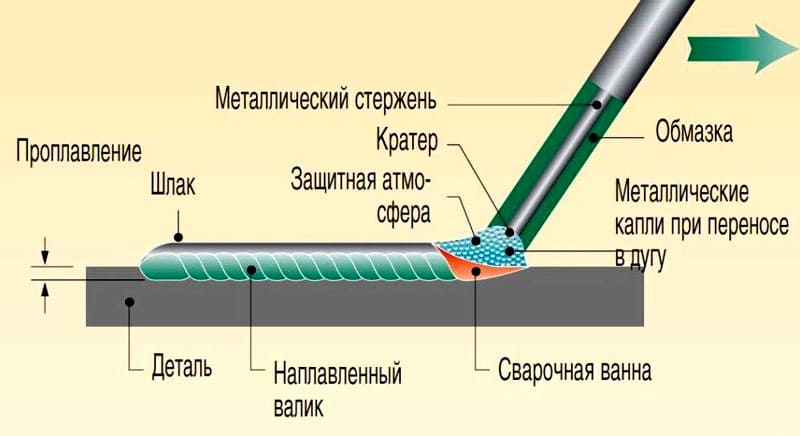
- S tenkou základnou je elektroda upevněna v elektrickém držáku, po kterém svářeč kontaktuje spotřební materiál se švem;
- pod vlivem elektrického proudu se kov jádra začne tavit a vyplňuje prostor mezi dvěma spojenými sekcemi;
- povlak (neboli mazivo) se postupně odpařuje a vytváří ochrannou „kopuli“ kolem pracovního prostoru, zlepšuje kvalitu práce a zabraňuje případné oxidaci hran.
Druhy elektrod pro svařování kovů a slitin podle různých charakteristik
Každý svářeč musí jasně znát charakteristické rysy různých typů elektrod. Aby byly tyto znalosti co nejvíce systematizované a srozumitelné, shromáždili jsme hrdiny naší recenze do samostatných skupin podle různých ukazatelů. Právě tato kritéria vám umožní vybrat nejoptimálnější možnost.

Klasifikace podle typu tavení
Na základě tohoto kritéria se obvykle dělí na dva charakteristické typy – tavící a netavící.
První zahrnuje výrobky, které se během procesu svařování mění v roztavený kov a po ztuhnutí se sjednocují s oběma hranami a fungují jako jakési „lepidlo“.

Zástupci netavného typu mají naopak odolnost vůči vysokým teplotám a opotřebení. Jejich hlavním účelem je stabilizace oblouku. Pro navařování budete muset použít speciální svařovací drát.

Klasifikace podle typu nátěru
Neméně významným a orientačním kritériem je typ ochranného povlaku na jádře. Naprostá většina výrobců u svých produktů upřednostňuje použití následujících možností:
- základní nátěr (horká směs uhličitanu hořečnatého, kalcitu a špetky fluoritu), ideální pro práci s uhlíkovou a nerezovou ocelí jakékoli úrovně složitosti a zatížení;
- rutilový povlaksestávající z oxidu titaničitého. Toto řešení je ideální pro začátečníky, protože nevytváří velké množství jisker a zabraňuje rozstřikování drátu;
- celulózová “skořápka”, naopak se vyznačuje tvorbou hmoty postříkání, ale zároveň vám umožňuje spolehlivě „utěsnit“ nejnáročnější a nejsložitější švy, aniž byste se museli v některých situacích bát dokonce litiny;
- kyselé povlaky (kompozice obsahuje oxid manganu nebo železa) je lepší používat pouze ve velkých podnicích nebo speciálních komplexech kvůli vysoké toxicitě. Umožňují však dosáhnout maximální rychlosti svařování.

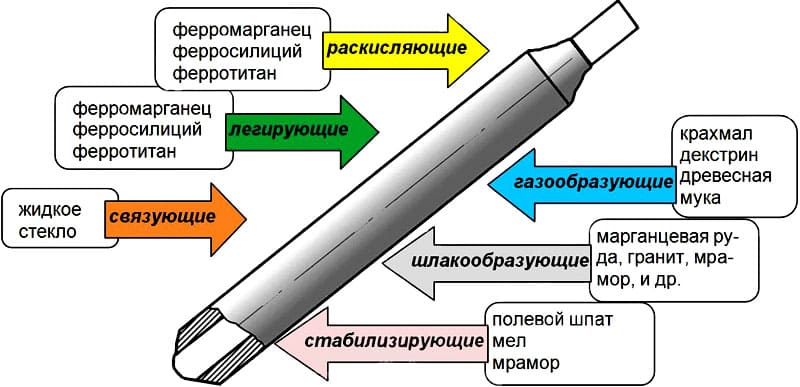
Dávejte pozor! Na moderním trhu se můžete setkat i s nepotaženými elektrodami. Myslíme si, že nebude příliš těžké si představit, jak vypadají. Samozřejmě! Jedná se o běžný svařovaný drát s legujícími nečistotami, které umožňují dosáhnout maximálních výsledků. K použití takové úpravy však budete potřebovat poloautomatické zařízení nebo pokročilejší vybavení.
Klasifikace podle průměru elektrody
Důležitý je také průměr svařovacího drátu. Měří se výhradně v milimetrech a závisí na tloušťce oceli. Zde jsou dnes nejběžnější významy:
| Tloušťka kovu, mm | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-11 | 12-15 | 15-20 |
| Optimální průměr elektrody, mm | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и выше |

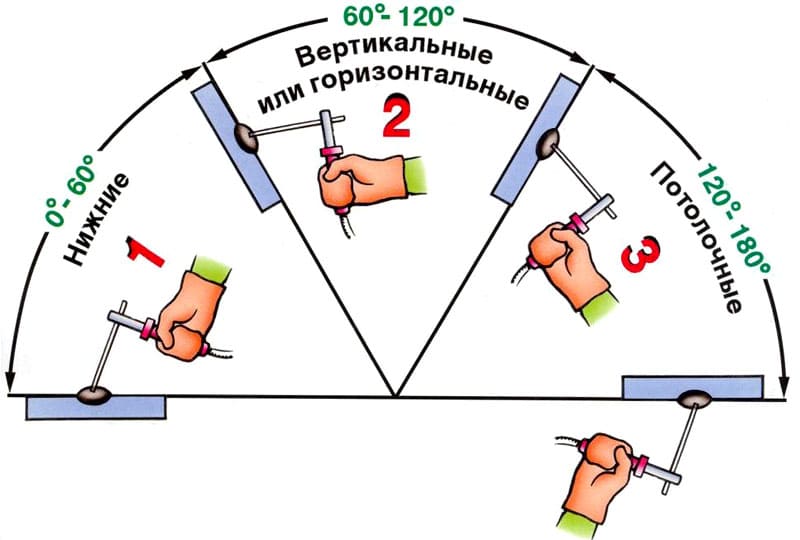
Klasifikace podle polohy v prostoru
Nakonec výrobci a svářeči klasifikují hrdiny naší recenze podle jejich umístění ve svařovacím procesu. Toto kritérium rozděluje všechny produkty do pěti pozic: horizontální, vertikální, spodní, stropní nebo univerzální. Který z nich si vybere, je na rozhodnutí každého sám, v souladu se zadanými úkoly.
Dekódování značek na elektrodách – co skrývají tajemné abecední a digitální kódy
Díky předchozí části se budete moci rozhodnout, kterou úpravu je nejlepší zakoupit pro vaše konkrétní potřeby – nemá smysl se tímto tématem podrobněji zabývat. Představme si ale obrázek: přijdete do prodejny, oslovíte prodejce, přiveze produkty značek MP-3, UONI-13/55 a TsCh-4. Které si mám vzít? Profesionál rychle určí požadovanou možnost, ale co by měli používat začátečníci? Je to jednoduché – musíte znát dekódování kódů, které poskytuje výrobce. Pojďme okamžitě pochopit tuto delikátní otázku.
Jako příklad si vezměme výše zmíněnou značku SSSI a na jejím příkladu zvažte nejoblíbenější kódy na většině balíčků.
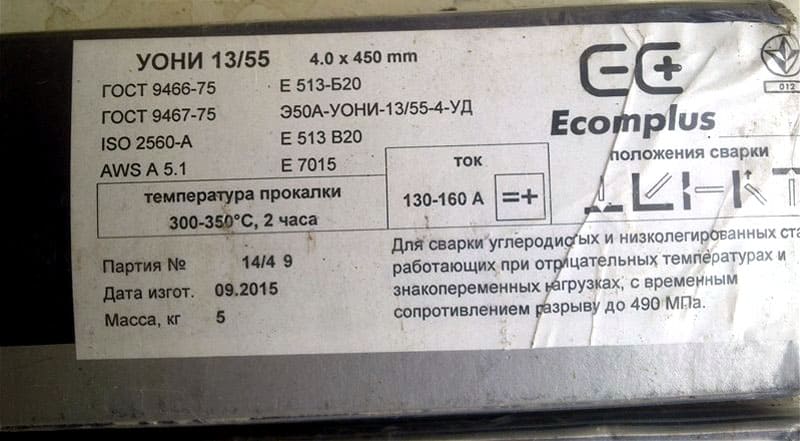
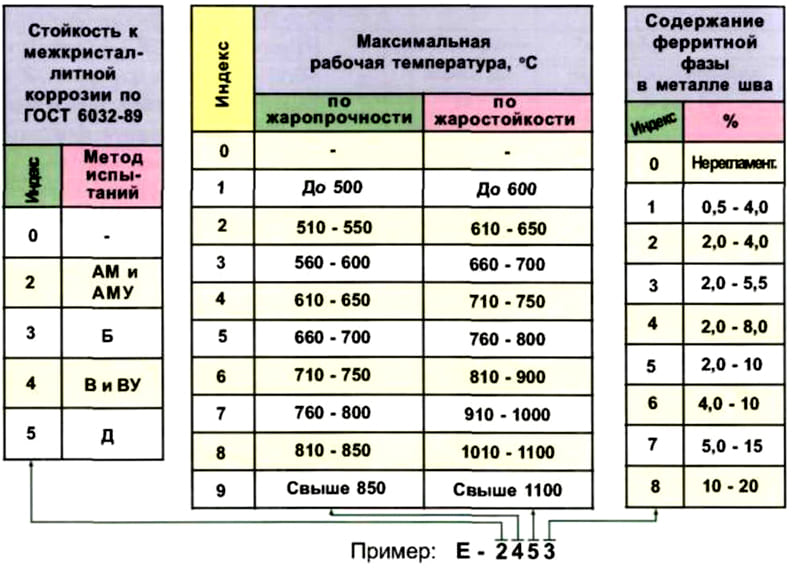
Podívejme se tedy na značky zobrazené na snímku obrazovky a dešifrujeme vše v pořádku.
Nejprve vidíme nápis E513. Písmeno E znamená žíravé elektrody. Číslo 513 skrývá několik parametrů najednou. 5 je odolnost hotového švu proti korozi. 1 označuje tepelnou odolnost a 3 označuje provozní teplotu spoje. Významy jednotlivých čísel jsou různé, proto je lepší použít jako vodítko níže uvedenou tabulku.
Další blok (B20) také označuje řadu parametrů. Písmeno „B“ nám říká o přítomnosti určitého povlaku na elektrodě. Vysvětlení viz tabulka níže.
| Písmenný kód | Pokrytí |
| А | Kyselý |
| Б | Hlavní |
| Р | Rutil |
| Ц | Buničina |
| П | Nestandardní |

Číslo 2 v bloku říká kupujícímu o poloze elektrody v prostoru:
| Šifra | umístění |
| 1 | univerzální |
| 2 | Cokoli kromě vertikálního |
| 3 | Horizontální |
| 4 | Spodní roh |
Přejdeme na další řádek, který obsahuje spoustu důležitých informací. Kód „E“ označuje, že patří k ručnímu obloukovému svařování (poloautomatické je lepší kombinovat s drátem). Další číslo udává hodnotu pevnosti švu v tahu. Konečně, kód „A“ nám říká o vysoké rázové houževnatosti směsi, a tedy tažnosti.
Další řada znaků označuje značku (v našem případě UONI-13/55) – název závisí na výrobci. Dále následuje označení průměru.
Předposlední písmeno v řádku informuje kupujícího o shodě produktu s určitým typem kovu nebo o schopnosti provádět speciální práce (například povrchové úpravy).

Poslední kód označuje tloušťku povlaku na ocelovém jádru:
| Šifra | opis |
| М | Tenká vrstva |
| С | Střední vrstva |
| Д | Tlustá vrstva |
| Г | Velmi silná vrstva |
To jsou všechny jemnosti. Nyní můžete snadno určit značku elektrod potřebnou pro vaše nápady.
Dobrá rada! Mnoho začínajících svářečů zapomíná na tak důležité téma, jako je skladování svařovacích drátů ve správných podmínkách. V důsledku toho může užitečný spotřební materiál zvlhnout a ztratit své pracovní vlastnosti. Abyste tomu zabránili, musíte takové výrobky skladovat na suchém místě chráněném před vnějšími vlivy.
Existují také preventivní opatření. O nich – v přiloženém videu níže:
Značka ruských elektrod
Typ svarového kovu
Doporučený analog ESAB
Elektrody pro svařování uhlíkových a nízkolegovaných ocelí
OK 46.00
OK 46.00
OK 43.32
OK 46.00
OK 46.00
OK 53.16
OK 50.40:XNUMX
OK 53.70:XNUMX
OK 55.00:XNUMX
OK 48.00:XNUMX
OK Femax 38.95
OK Pipeweld 6010
OK 48.00, OK 48.04
OK 48.00, OK 48.04
OK 46.00
OK 46.00:XNUMX
OK 46.00:XNUMX
OK 48.00:XNUMX
OK 43.32
OK 48.04
OK 43.32:XNUMX
OK 48.15. OK 53.70
OK 48.00, OK 48.04
OK 48.00, OK 48.04,
OK 48.00, OK 48.04,
OK 48.08, OK 53.04
OK 53.70:XNUMX
OK 53.70:XNUMX
Elektrody pro svařování legovaných, vysokopevnostních a žáruvzdorných ocelí
OK 73.08:XNUMX
OK 74.70,
OK 74.78
OK 75.75
OK Pipeweld 7010
OK Pipeweld 8010
OK 75.75
OK 74.46:XNUMX
Filarc 76S
Filarc 76S
OK 74.70
OK 73.08
OK 73.68
OK 75.75:XNUMX
OK 76.18:XNUMX
OK 76.18
OK 55,00. OK 74.70
OK 75.75
OK 76.35:XNUMX
OK 76.18
OK 73.68:XNUMX
OK 76.18:XNUMX
OK 76.18
OK 73.68:XNUMX
OK 76.96:XNUMX
OK 74.46
Filarc 76S
Elektrody pro svařování nerezových a žáruvzdorných ocelí
OK 61.41:XNUMX
OK 61.30
OK 61.41:XNUMX
OK 61.85:XNUMX
OK 63.80
OK 74.46, OK 74.70
OK 74.78:XNUMX
OK 74.78
OK 74.78:XNUMX
OK 61.85
OK 67.60
OK 67.62
OK 61.30
OK 61.85
OK 61.81:XNUMX
OK 61.85
OK 63.85
OK 63.30
OK 67.15:XNUMX
OK 67.15:XNUMX
OK 67.62; OK 67.75 ;OK 67.70; OK 67.60
OK 61.85
OK 61.30
OK 67.15:XNUMX
OK 69.33
OK 67.62
OK 64.30
OK 78.16
OK 61.30
OK 68.53
OK 61.30
OK 69.33:XNUMX
OK 67.15:XNUMX
OK 68.15
OK 67.60:XNUMX
OK 61.85; OK 61.80; OK 61.86
OK68.17
OK 68.17
OK 61.85; OK 61.80; OK 61.86
OK 61.85:XNUMX
OK 61.30:XNUMX
OK 67.62
OK 63.35
OK 63.30
OK 63.85
OK 63.30
Elektrody pro svařování obtížně svařitelných ocelí a nepodobných svarových spojů
OK 67.52
OK 67.45.0K 67.52
OK 67.45
OK 67.45
OK 67.45:XNUMX
OK 68.82
OK 68.82:XNUMX
OK 68.82:XNUMX
Elektrody pro svařování litiny a slitin na bázi niklu
08Х25Н60М10Г2
06Х25Н40М7Г2
Monel
08H20H60M14V
10Х18Н70М10Г
10Х18Н60М20Г
Ni-Cu
železo-nikl
10Х20Н70Г2М2В
10Х20Н70Г2М2Б2В
06Х14Н65М15В4Г2
nikl
10Х26Н70Г2М2Ю
12Х20Н75М2Г2
nikl
nikl
08Х14Н65М15В4Г2
OK 92.45
OK 92.45
OK 92.86:XNUMX
OK 92.35:XNUMX
OK 92.45
OK 92.35
OK 92.86
OK 92.58:XNUMX
OK 92.26
OK 92.26
OK 92.35
OK 92.18
OK 92.26:XNUMX
OK 92.26:XNUMX
OK 92.18
OK 92.18
OK 92.45:XNUMX
OK 92.60:XNUMX
Elektrody pro svařování mědi a jejích slitin
OK 94.25:XNUMX
OK 94.55
OK 94.25:XNUMX
OK 94.55:XNUMX
Elektrody pro svařování hliníku a jeho slitin
“hliník
slitiny hliníku a křemíku, silumin»
Elektrody pro dlabání a řezání
řezání, dlabání
řezání, dlabání
řezání, dlabání
Elektrody pro navařování a opravy dílů z manganových, nástrojových a žáruvzdorných ocelí
Konvenční označení svařovacích elektrod podle GOST
Konvenční označení elektrod, uvedená v katalogu za označením elektrod, jsou sestavena v souladu s požadavky norem pro elektrody:
- GOST 9466-75
“Potažené kovové elektrody pro ruční obloukové svařování ocelí a navařování. Klasifikace, rozměry a obecné technické požadavky.” - GOST 9467-75
“Obalené elektrody pro ruční obloukové svařování konstrukčních a žáruvzdorných ocelí. Typy”. - GOST 10051-75
“Potažené kovové elektrody pro ruční obloukové navařování povrchových vrstev se speciálními vlastnostmi. Typy”. - GOST 10052-75
“Potažené kovové elektrody pro ruční obloukové svařování vysokolegovaných ocelí se speciálními vlastnostmi. Typy”. Konvenční označení elektrod poskytuje informace o jejich hlavních charakteristikách. Struktura konvenčního označení elektrod, podle které jsou sestavena označení uvedená v katalogu, je znázorněna na schématu.
Schéma struktury konvenčního značení elektrod
1 – typ; 2 — značka; 3 — průměr, mm; 4 — označení účelu elektrod; 5 — označení tloušťky povlaku; 6 — skupina indexů označujících vlastnosti naneseného kovu a svarového kovu podle GOST 9467-75, GOST 10051-75 nebo GOST 10052-75; 7 — označení typu povlaku; 8 — označení přípustných prostorových poloh pro svařování nebo navařování; 9 — označení druhu proudu, polarity a jmenovitého napětí naprázdno zdroje střídavého proudu.
Pro elektrody, které nespadají do rozsahu působnosti GOST 9466-75 (elektrody pro svařování a navařování litiny, mědi, řezání kovů), konvenční označení nebyla vyvinuta a nejsou v katalogu uvedena. U všech značek zahrnují přejímací charakteristiky kromě specifikovaných také obecné technické požadavky podle GOST 9466-75; TU 14-4-644-65; TU 14-4-831-77; TU 14-4-321-73; TU 32-CTVR-611-88.





